El plástico ocupa hoy un lugar central en la industria gracias a su combinación única de ligereza, resistencia química, propiedades aislantes y un amplio rango de temperatura de operación.
Esta adaptabilidad explica la adopción generalizada de materiales plásticos en sectores exigentes como automotriz, aeroespacial, médico, electrónica o alimentario.
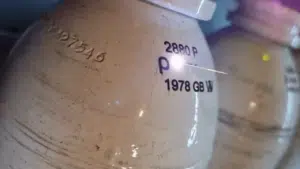
El plástico presenta comportamientos térmicos y mecánicos variables que influyen directamente en el marcado permanente: según el polímero, su formulación y la tecnología de marcado utilizada, el resultado puede manifestarse como oscurecimiento, blanqueamiento, modificación de la superficie o marcado en relieve ligero. Estos efectos resultan principalmente de la interacción térmica o estructural con el material, más que de la remoción de material comparable al grabado mecánico.
La diversidad de formulaciones plásticas, así como la presencia de aditivos, pigmentos o rellenos, determina el contraste alcanzado y la resistencia mecánica del marcado. Esta variabilidad requiere un ajuste preciso de los parámetros de marcado y una cuidadosa selección de tecnologías para garantizar un marcado legible y duradero que cumpla con los requisitos industriales.
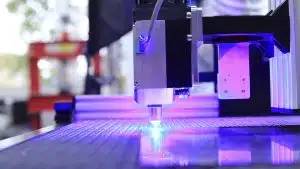
SIC MARKING ofrece varias tecnologías de marcado permanente que pueden aplicarse a plásticos industriales, principalmente marcado láser y, en algunos casos, tecnología de micropercusión en plásticos rígidos y gruesos.
Cada solución de marcado de plástico se selecciona según el tipo de polímero, su rigidez, sensibilidad térmica y pigmentación para garantizar un marcado legible y duradero que cumpla con los requisitos industriales. Es esencial ajustar la tecnología y los parámetros de marcado según estos criterios para evitar el riesgo de deformación térmica o degradación del material.

La elección de una tecnología de marcado de plásticos se basa en un análisis combinado de la composición del polímero, su dureza, sensibilidad térmica, la presencia de pigmentos o aditivos, así como el uso final de la pieza. Cada criterio debe considerarse para determinar el método de marcado más adecuado, teniendo en cuenta los requisitos funcionales, estéticos y de durabilidad de la pieza plástica.
Estos parámetros ayudan a determinar si el marcado láser es la solución más apropiada o si, en casos más específicos, se puede considerar la micropercusión. La elección de la tecnología debe priorizar la legibilidad y el rendimiento a largo plazo.
La variabilidad de los plásticos afecta directamente su comportamiento de marcado. La estructura del polímero (amorfa o semicristalina), las temperaturas características (Tm / Tg) y la presencia de rellenos o pigmentos modifican tanto la absorción de las longitudes de onda del láser como la disipación térmica. Por ejemplo, los plásticos amorfos, como el poliestireno (PS), generalmente interactúan mejor con ciertas longitudes de onda láser, mientras que los plásticos semicristalinos, como el polipropileno (PP), requieren ajustes específicos o el uso de aditivos para lograr un contraste suficiente sin acumulación térmica excesiva.
Plásticos rígidos (ABS, PC, PA, POM) pueden, bajo configuraciones bien controladas, soportar el marcado por micropercusión cuando la geometría, el espesor y las restricciones funcionales de la pieza lo permiten. Sin embargo, es necesario un ajuste preciso de la energía del impacto.
Por el contrario, los plásticos blandos o semi-blandos (PP, HDPE, TPE, TPU) generalmente requieren el uso de marcado láser debido a su baja rigidez y sensibilidad al esfuerzo mecánico. El láser permite entonces un marcado sin contacto, siempre que la energía se ajuste correctamente para controlar el impacto térmico.
Dureza y Rigidez del Plástico
Sensibilidad Térmica de los Polímeros
Impacto de Pigmentos y Aditivos en el Marcado de Plásticos
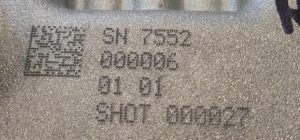
El marcado permanente en plásticos incluye DataMatrix, códigos QR, códigos de barras, números de serie, logotipos y marcados funcionales destinados a identificación, trazabilidad y cumplimiento normativo de piezas industriales.
La elección de la tecnología de marcado de plástico – principalmente marcado láser, o en ocasiones micropercusión – depende del tipo de polímero, la finura requerida y la durabilidad esperada del marcado.
El marcado láser de plástico generalmente se prefiere por su precisión, repetibilidad y compatibilidad con la trazabilidad industrial. Permite marcados claros y permanentes en una amplia gama de plásticos rígidos y semirrígidos, preservando las propiedades mecánicas del material, siendo la solución de referencia para aplicaciones que requieren alta resolución y lectura automática fiable.
La micropercusión se reserva para plásticos rígidos y de ingeniería, como ciertos PC, PA o polímeros fuertemente cargados, cuando el espesor de la pieza y las restricciones mecánicas lo permiten. Se utiliza principalmente para marcados alfanuméricos simples y DataMatrix cuando la profundidad de marcado es un criterio prioritario.
Estas soluciones de marcado de plástico aseguran trazabilidad fiable, cumplimiento normativo y durabilidad del marcado, incluso en entornos industriales exigentes. En aplicaciones sensibles médicas o industriales, la elección tecnológica se centra principalmente en garantizar la legibilidad del marcado sin afectar la funcionalidad de la pieza.
La elección entre DataMatrix DPM, códigos QR, códigos 1D, números de serie, logotipos o graduaciones depende de la densidad de información requerida y las restricciones de lectura automática. Los códigos DataMatrix DPM generalmente se prefieren para trazabilidad industrial porque pueden almacenar gran cantidad de información en un espacio reducido, asegurando lectura confiable por sistemas de visión industrial.
El marcado láser se favorece en la mayoría de aplicaciones industriales de plásticos por su flexibilidad, precisión y capacidad de adaptarse a geometrías complejas, ofreciendo resultados uniformes y duraderos.
En producción masiva, los marcados combinan a menudo un código legible por máquina con información visualmente legible, por ejemplo un DataMatrix acompañado de un identificador alfanumérico de 8 a 12 caracteres. Las dimensiones típicas de los códigos DPM en plástico suelen ser de unos pocos milímetros, dependiendo de la tecnología láser utilizada, el contraste alcanzado y los requerimientos del sector (automotriz, médico, aeroespacial, logística).

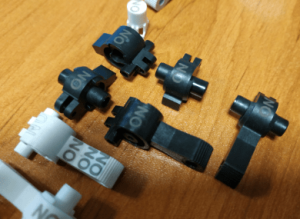
Logotipos y pictogramas requieren ajustes precisos de los parámetros del láser para lograr un resultado claro, uniforme y duradero. Se prefiere el marcado con láser de fibra por su precisión y repetibilidad, especialmente en materiales como ABS o PC, que permiten marcados finamente definidos y visualmente distintos compatibles con los requisitos industriales.
Los parámetros de contraste y modificación de superficie se ajustan considerando los requisitos normativos (por ejemplo, marcado CE o símbolos de seguridad) y la estética deseada, especialmente cuando la pieza plástica está pintada o tratada en superficie. Es esencial que el marcado permanezca legible con el tiempo sin alterar la apariencia visual ni las propiedades funcionales de la pieza.
Para componentes como paneles de control o carcasas electrónicas, el marcado elegido es generalmente no invasivo, pero proporciona suficiente resistencia a los esfuerzos operativos. Estos marcados se validan mediante pruebas de abrasión, químicas y ciclos térmicos, de acuerdo con los requisitos de los sectores automotriz, electrodomésticos o artículos deportivos.
La elección del marcado de piezas plásticas se basa en varios criterios complementarios:

Los números de serie alfanuméricos aseguran identificación única y trazabilidad de los productos plásticos. Permiten rastrear cada pieza con precisión a lo largo de su ciclo de vida, desde la fabricación hasta el uso y operaciones de mantenimiento, proporcionando un vínculo confiable con los datos de producción.
Se utilizan secuencias de 6 a 12 caracteres para optimizar el equilibrio entre legibilidad, tamaño del marcado y capacidad de identificación. Esta longitud proporciona suficiente trazabilidad asegurando un marcado legible compatible con las restricciones dimensionales de las piezas plásticas.
El marcado con láser de fibra es una solución ampliamente utilizada para producción en serie debido a su precisión, velocidad y repetibilidad. En plásticos compatibles, permite marcados permanentes y sin contacto, preservando las propiedades mecánicas de la pieza, siendo especialmente adecuado para entornos industriales automatizados.
En el sector automotriz, los números de serie se utilizan para gestión de recalls, garantías y cumplimiento de producto. Cada identificador se vincula a una base de datos que contiene información como número de lote, fecha de fabricación o estación de producción, permitiendo una trazabilidad rápida de cada pieza y asegurando la cadena de trazabilidad.
Sistemas de inspección óptica verifican la presencia y legibilidad del marcado en línea a alta velocidad, gestionando varios cientos de piezas por minuto dependiendo de la complejidad del marcado y del proceso. Estas comprobaciones automatizadas aseguran que los marcados cumplan con los requisitos de calidad y sean inmediatamente utilizables para lectura automática y seguimiento de producción.

Los logotipos y pictogramas requieren ajustes precisos del haz láser para lograr un resultado claro y duradero. Se prefiere el marcado con láser de fibra por su precisión y aspecto premium, especialmente en materiales como ABS y PC, que permiten marcados detallados y visualmente distintos.
Los parámetros de profundidad y contraste se ajustan considerando los requisitos normativos (por ejemplo, marcado CE, símbolos de seguridad) y la estética deseada, especialmente cuando la pieza plástica está pintada o tratada en superficie. Es crucial que el marcado no solo cumpla normas sino que también se adapte al acabado estético de la pieza, asegurando legibilidad y durabilidad del marcado.
En componentes como paneles de control o carcasas electrónicas, el marcado seleccionado es generalmente no invasivo, pero proporciona suficiente resistencia a las condiciones ambientales.
Estos marcados se validan mediante pruebas de abrasión, solventes y ciclos térmicos, específicas de sectores como automotriz, electrodomésticos o equipamiento deportivo.
La elección del marcado de piezas plásticas se basa en varios criterios complementarios:
En muchos sectores industriales, el marcado de piezas plásticas hoy va más allá de la simple identificación visual para convertirse en una herramienta central de gestión y control del producto. Asegura la continuidad de la información a lo largo del ciclo de vida de la pieza plástica, desde la producción hasta el uso y el fin de vida, vinculando un código DataMatrix o código QR a una base de datos que contiene historial de fabricación, números de lote, información del operador y parámetros de calidad.
El marcado permanente en piezas plásticas también es una herramienta clave para el cumplimiento normativo donde se requieren estándares. Cumple con los requisitos UDI en el sector médico, las especificaciones de marcado DataMatrix utilizadas en aeroespacial y los requerimientos de fabricantes automotrices para identificación de componentes y trazabilidad, incluso en entornos restringidos.
Finalmente, el marcado permanente ayuda a mejorar la eficiencia logística y operativa. En almacenes y en sitios de clientes, el marcado legible por máquina facilita la gestión de flujos, reduce errores de picking y acelera el mantenimiento y seguimiento de piezas durante su uso.

Micropercusión puede implementarse cuando el espesor y la función de la pieza lo permiten, para lograr un marcado alfanumérico duradero y legible con el tiempo, sin necesidad de lectura automática estandarizada.


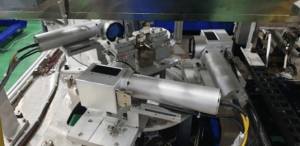
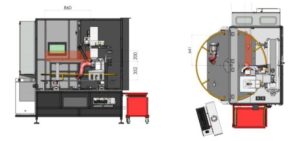
Explore nuestro equipo emblemático de marcado láser, marcado por micropercusión o rayado, incluyendo nuestras máquinas portátiles, módulos integrables en línea y estaciones de marcado autónomas.
Contáctanos
¿Necesitas información?
¡Ponte en contacto con uno de nuestros expertos!